Slurry Pump Classification
The slurry pumps are grouped by various engineering standards:
- Impeller Quantity: Single stage and multistage slurry pump
- Shaft Position: Horizontal and vertical slurry pump
- Suction Way: Single suction and double suction slurry pump
- Casing Structure: Solid casing, horizontal split-case, and vertical split-case
Required parameters for selection: Capacity, Head, Solids Handling Capacity, Efficiency, Power, and Speed.
Frequently Asked Questions
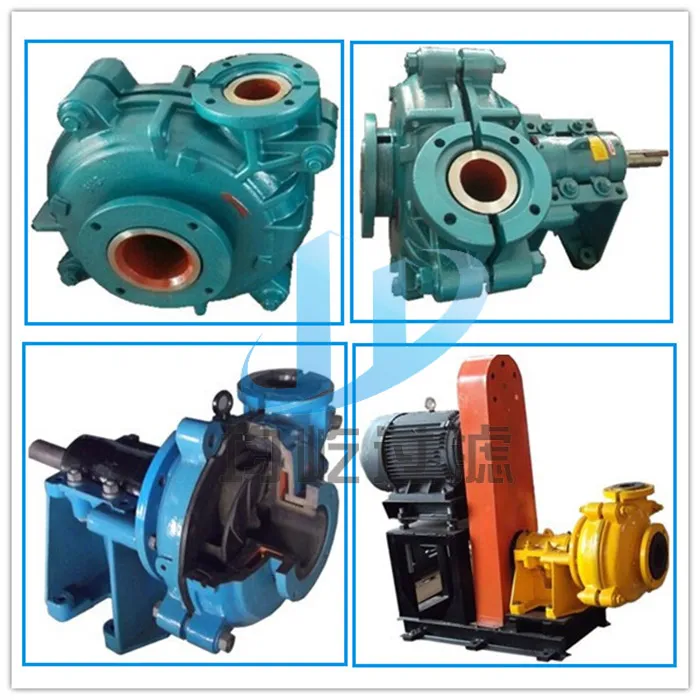
What are the primary applications for the ZGB Slurry Pump?
The ZGB series is widely used for concentrate and tailing processing, ash and slag removal in power plants, and coal slurry delivery in mining operations.
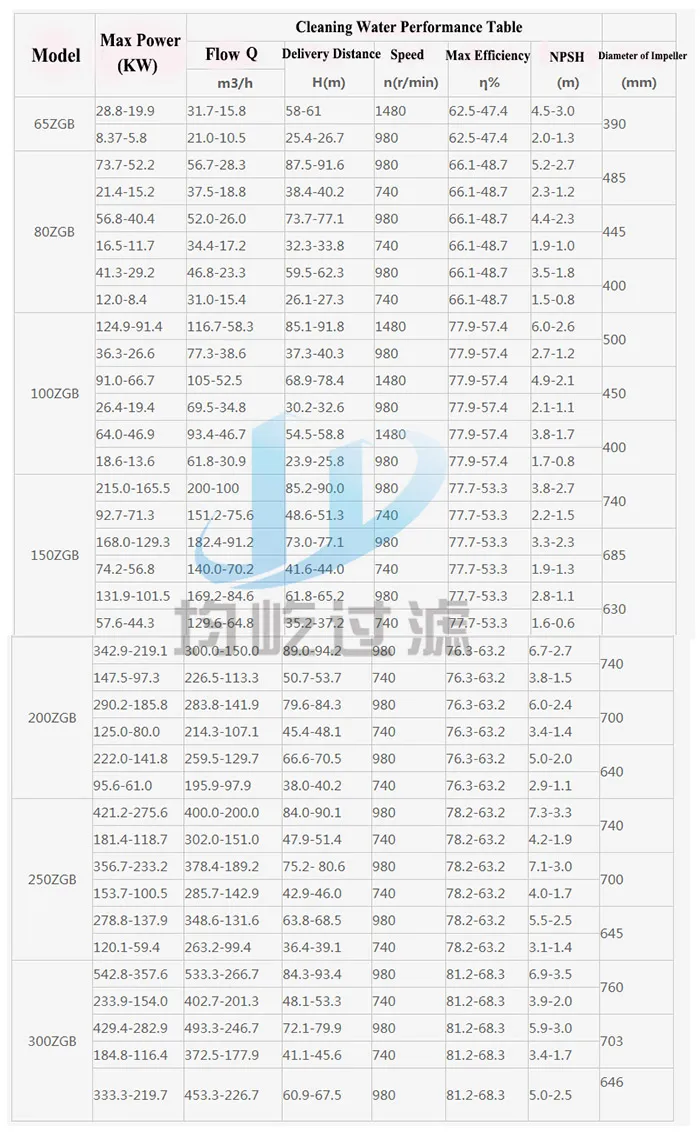
What is the flow range and power of this pump series?
The flow capacity ranges from 50 to 1800 m³/H, with a motor power between 11kw and 71kw depending on the specific model requirements.
What types of sealing methods are available?
We offer both Filling Seals (Gland Packing) and Mechanical Seals to suit different working conditions and maintenance preferences.
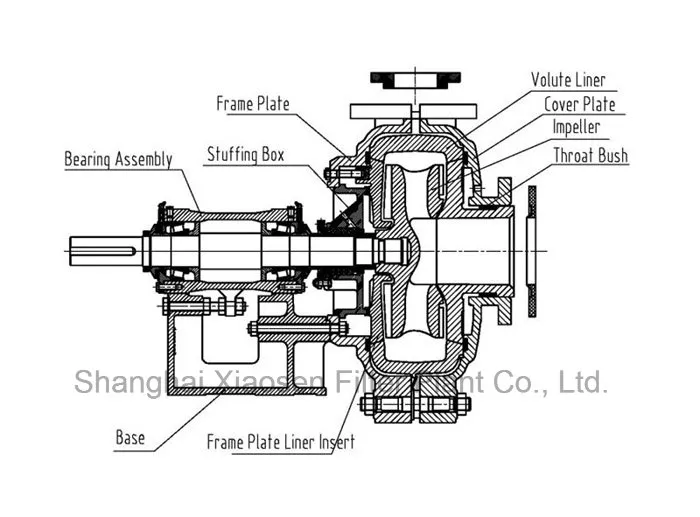
How is the slurry pump classified by structure?
It is classified as a single-stage, horizontal centrifugal pump with a horizontal split casing design and a closed impeller.
What parameters are essential for choosing the right pump?
Key parameters include the required flow capacity, head (delivery distance), solids handling size, expected efficiency, and motor speed.
How are the products packaged for international delivery?
All pumps are securely packed in robust wooden cases to ensure maximum protection during transport and shipment.